
钛材设备制造技术
2018-7-24 21:36:49 点击:
钛设备 中的钛材是一种新型金属材料,具有较高的强度、较小的密度(仅为碳钢的60%)、优良的耐腐蚀性能以及良好的工艺性能,今后将日益广泛地用于制造耐腐蚀的石油化工设备。我们为兰炼三叶公司顺酐装置共制造了十二台钛材设备,其中冷换设备五台、塔三台、罐四台。经过近几年的开工使用证明,冷换设备传热系数高、不易结垢;塔和罐基本上没有腐蚀情况,使用效果较好。兰炼三叶公司新建的化工原料顺酐装置,因介质腐蚀性强,有些设备选用了钛材制造。由于我们是首次制造钛材设备,技术资料和经验都比较缺乏,而焊接是决定钛材设备质量的3.2 螺旋铝芯扭制成型关键,为此我们进行了大量的钛材焊接工艺性能评定实验,确定了钛材的焊接工艺参数。钛材特有的物理性能、机械性能及较高的化学活性,决定了钛材设备的制造不同于碳钢或不锈钢设备的制造。 前期准备前期准备前期准备前期准备,专门划分一块钛材设备制造区域,严禁与碳钢设备混堆、接触,工作场地必须铺设橡胶板。材料要入库妥为保管,禁止露天堆放。同时设置几个钛材专用的边角余料箱,将边角料分类回收。自行设计、制造所需的专用机具、胎具等。其中多层螺旋盘管弯制机不但解决了钛材盘管的煨弯难题,还荣获国家专利,其它设备如剪板机、刨边机、滚板机等要保持清洁,防止油污、铁屑、辊子上的缺陷等损伤钛材表面,参加钛材设备制造的人员,着装应符合要求,工作服、手套要整洁,不允许穿带铁钉的鞋,并且尽量避免在钛板上走动。划线与落料,钛材对缺陷的敏感性很强,因此禁止用铁锤击打钛材表面或打样冲或钢印,禁止用墨汁或油漆书写有关标记。钛材还易受铁、油污等的污染,下料切割后须用砂轮机将污染部位打磨干净,因此划线时要适当多留一些加工余量,一般以10~20mm为宜。采用剪板、砂轮机或等离子弧切割落料。采用等离子弧切割时,为防止飞溅损伤钛板,应在钛板表面涂刷白垩粉。 加工坡口,对板材要求在刨边机上刨出坡口,对管材要求在车床上车出坡口,坡口均为V型,较长的板在刨边过程中容易产生挠曲、被撕裂的现象。为了解决这些问题,我们用槽钢压紧刨削端,以增大刨边机对板材的压紧力,同时减小板材伸出刨边机的长度(由常规的50mm减为30mm),以增大其刚度,再调整好刀具的刃倾角,并采用低速和小的进刀量切削,结果坡口光亮如镜,比碳钢及不锈钢坡口的粗糙度要低得多。注意在钛材刨边过程中不能中途停止进刀,否则容易引起切削表面硬化,同时钛材刨边时磨刀及更换刀具也比碳钢及不锈钢频繁。卷板卷板卷板卷板,钛板在卷制时,板材回弹量要比碳钢及不锈钢大,致使点焊比较困难。我们采用天车配合使筒节在滚板机上滚圆后立即点焊,之后再吊离滚板机。卷板时为了防止辊子上的缺陷损伤钛板表面,采用镀锌铁皮裹住钛板两面。锥形封头、直径≥108mm的接管(没有无缝钛管,需用板卷制)、人孔筒节等在滚板机上无法成型,可使用自制胎具压制。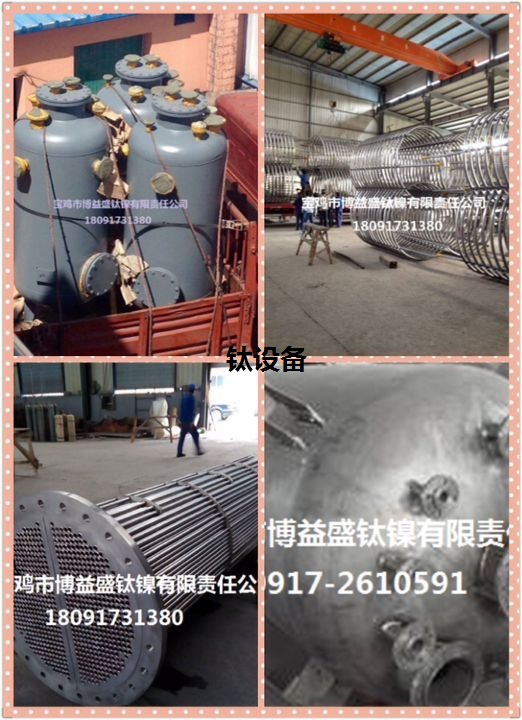
- 上一篇:钛换热器优势及其用途 2018/7/24
- 下一篇:钛盘管用途优势及特点 2018/7/24